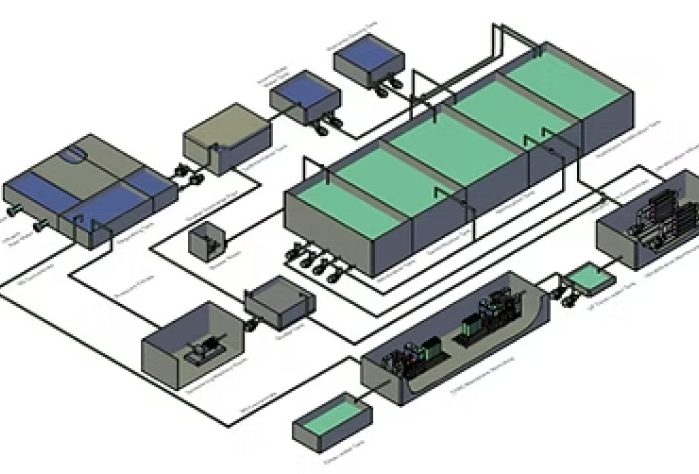
The anaerobic UASB process removes 75% to 90% of COD from leachate. The MBR consists of:
A denitrification tank
A nitrification tank
An external ultrafiltration system
The MBR targets ammonium nitrogen and remaining COD. The biologically pre-treated leachate is directed into the DTRO/STRO reverse osmosis system. The DTRO/STRO system operates at high pressure, achieving a recovery rate of 80% to 85%. The produced water consistently meets discharge standards.
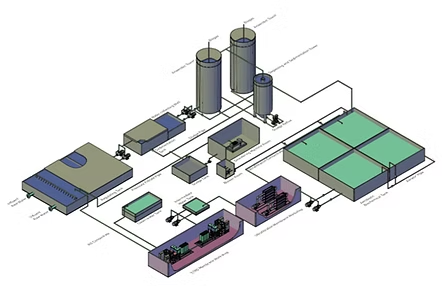
Leachate Treatment for Landfill Sites Pre-treatment + Hydrolysis Tank + MBR + Tubular Ultrafiltration + STRO (DTRO) High Pressure Reverse Osmosis
The hydrolysis process primarily enhances the biodegradability of leachate.
The external MBR system includes:
A denitrification tank
A nitrification tank
An external ultrafiltration system
The MBR system removes ammonium nitrogen with a removal rate of 99% and addresses remaining COD in leachate.
The biologically pre-treated effluent is fed into the reverse osmosis system.
The high-pressure DTRO/STRO membrane system achieves a recovery rate of 80-85%.The produced water consistently meets discharge standards.
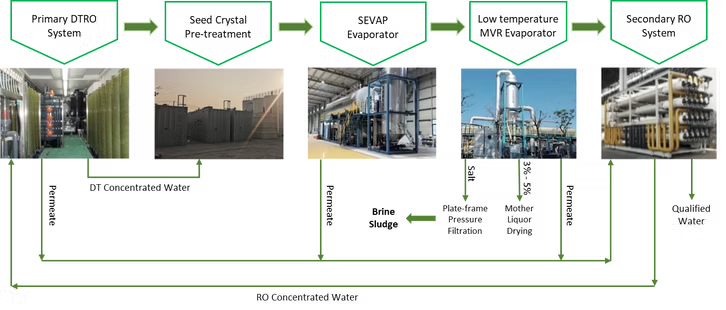
Leachate Full-scale Treatment Process SEVAP Evaporator / Low-temperature MVR Evaporato
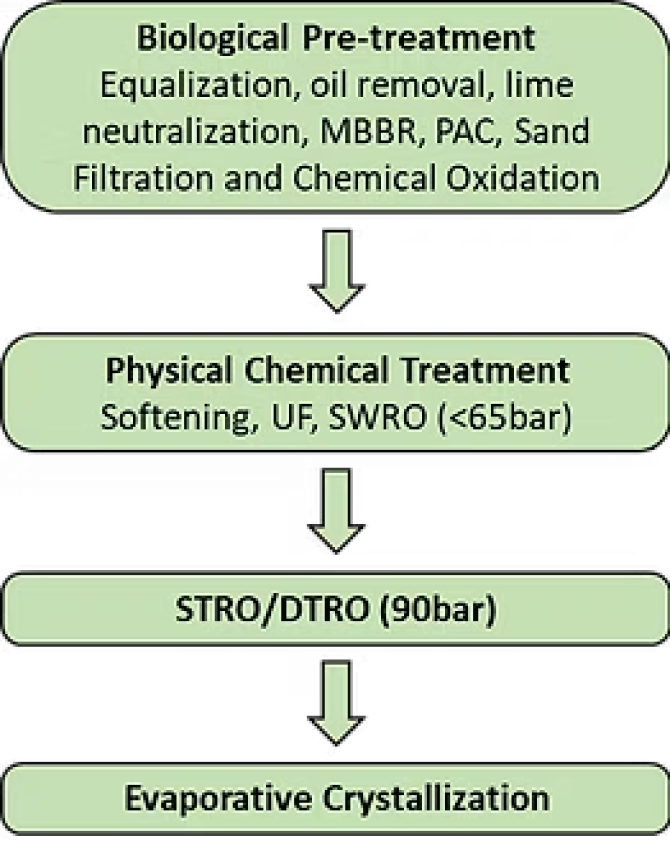
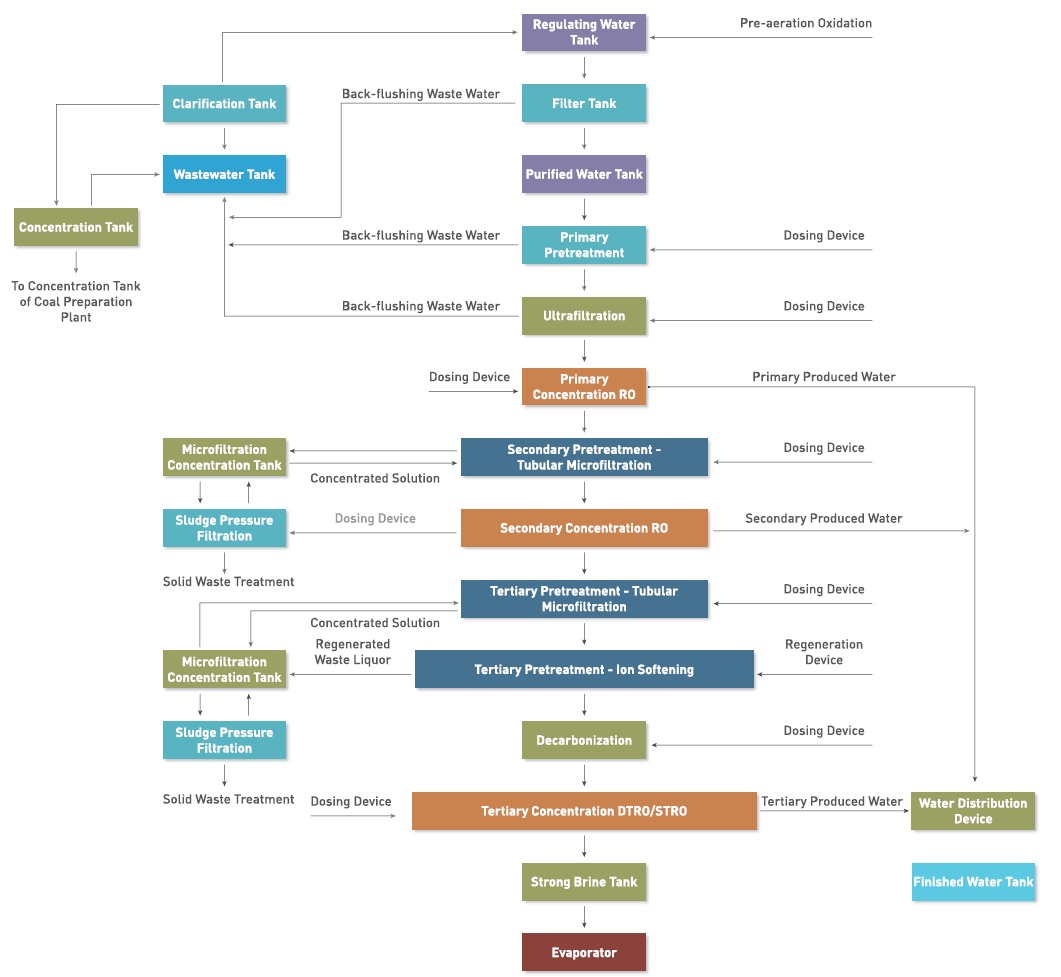
Process of CTX Wastewater Treatment
Technological Advancements:
Economic viability of converting coal into liquid fuels (gasoline, diesel, petrochemical products)
Water Usage in Coal Chemical Industry:
Significant water consumption for cooling systems and liquefaction gasification processes